Praktische Tipps für die additive Fertigung
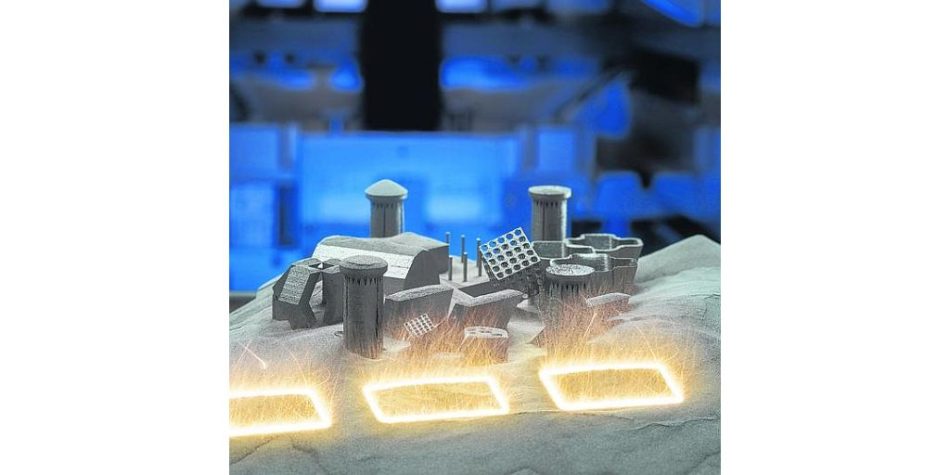
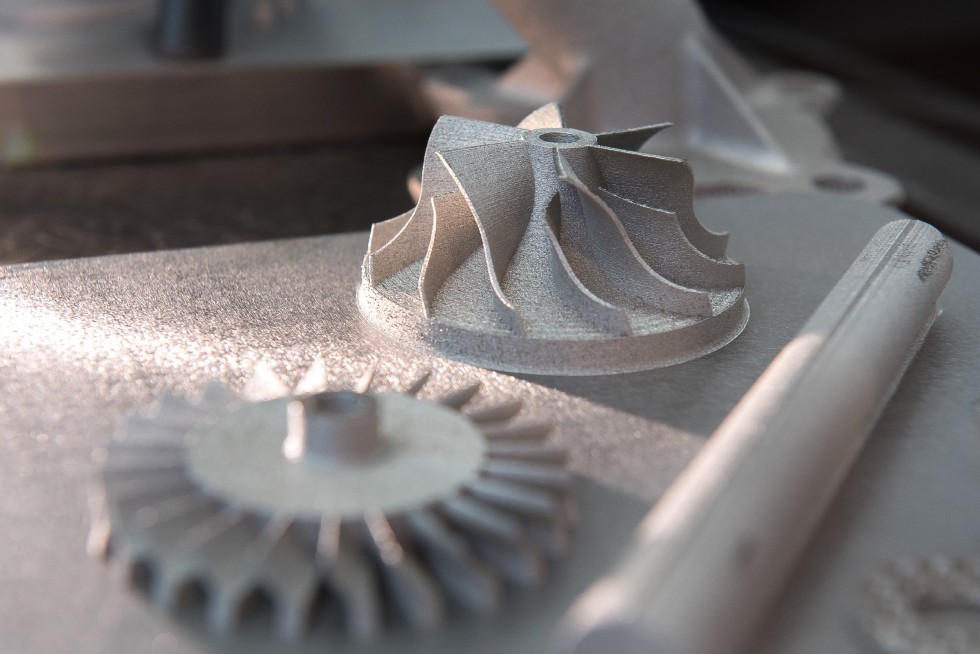
Foto: Siemens/Dietmar Gust
„Konstrukteure werden lernen müssen, anders zu denken und anders zu planen. Sonst werden sie die Möglichkeiten der Additiven Fertigung niemals voll ausschöpfen können“, sagt Erik Marquardt von der VDI-Gesellschaft Produktion und Logistik. Helfen soll ihnen die neue Richtlinie VDI 3405 Blatt 3. Mit den darin enthaltenen Praxistipps kann das Lasersintern von Kunststoffbauteilen bzw. das Laserstrahlschmelzen von Metallen (s. Kasten) zu einer echten Alternative zu konventionellen Fertigungsmethoden werden. „In dem Papier ist der Erfahrungsschatz von Personenjahren komprimiert“, so Marquardt. Gleichzeitig mahnt er: „Ein Wundermittel sind die additiven Fertigungsverfahren aber nicht.“
Fertigungsverfahren
Die Richtlinie bezieht sich im wesentlichen auf zwei Verfahren der additiven Fertigung.
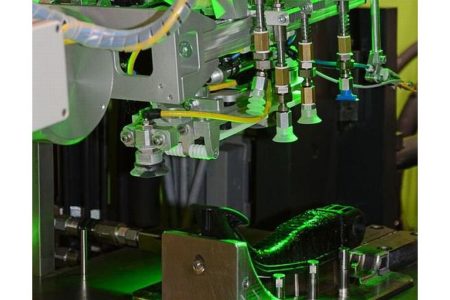
Beim Lasersintern von Kunststoffteilen wird ein Kunststoffpulver vorgewärmt und schichtweise im Bauraum verteilt. Ein Laserstrahl erhöht die Temperatur nun an den Stellen, an denen das Bauteil entstehen soll. Dadurch wird der Kunststoff verschmolzen.
Beim Laserstrahlschmelzen von Metallen wird statt des Kunststoffpulvers ein Metallpulver im Bauraum verteilt. Wieder wird schichtweise verschmolzen. sta
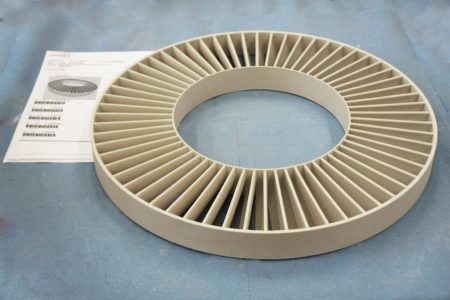
Zu den Vorteilen der neuen Technologie zählt beispielsweise, dass sich die Bauteile endkonturnah in einem Prozessschritt werkzeuglos fertigen lassen. Dabei sind Freiformgeometrien, etwa bionische Strukturen, möglich. Außerdem lassen sich die Funktionalitäten und Eigenschaften der Bauteile lokal durch Einstellen der Prozessparameter gezielt anpassen.
Nachteilig sind u. a. Schrumpfungen, Eigenspannungen oder Verformungen, die durch lokale Temperaturunterschiede entstehen. Durch den schichtweisen Aufbau des Bauteils entsteht darüber hinaus ein Treppeneffekt auf dessen Oberfläche. Dieser macht, je nach Anforderung an das Produkt, eine Nachbearbeitung erforderlich. Ein dritter Nachteil ist die aktuell noch begrenzte Materialvielfalt: Es lassen sich nicht alle Materialien mit den Maschinen verarbeiten, die in konventionellen Verfahren genutzt werden können.

Die Richtlinie gibt im Folgenden zunächst Konstruktionsempfehlungen für das Lasersintern von Kunststoffen. Dabei wird auf die Vorteile und Nachteile von teilkristallinen bzw. amorphen Thermoplasten hingewiesen. Erstere eignen sich beispielsweise eher zur Erstellung mechanisch belastbarer Teile, während letztere sich durch eine hohe Maßhaltigkeit auszeichnen.
Anschließend erläutert die Richtlinie, worauf bei der Orientierung des Bauteils in der Fertigungsmaschine zu achten ist. So sollten filigrane Wände nicht parallel zum Beschichterschlitten angeordnet werden. Es könnte sonst zu einer unerwünschten Kraftübertragung kommen. „Außerdem gilt es, die leicht unterschiedliche Temperaturverteilung im Bauraum zu berücksichtigen. Durch die schnellere Abkühlung des Materials an den Rändern kann es hier zu einer geringeren Abbildungsgenauigkeit kommen“, so die Autoren der Richtlinie.
Gegen Verzug des Bauteils helfen Versteifungsrippen
Auch wird in der Richtlinie auf die Anisotropie der Werkstoffeigenschaften eingegangen. Es wird beispielsweise erläutert, wie sehr Festigkeit und Bruchdehnung von der Bauteilorientierung abhängig sein können.
Die Richtlinie erklärt zudem, wie der Verzug des Bauteils reduziert werden kann. Adäquate Mittel seien u. a. fließende Übergänge anstatt von Wanddickensprüngen oder Versteifungsrippen.
Die Königsdisziplin in der additiven Fertigung ist die Erstellung kompletter Baugruppen in einem Arbeitsschritt. Die Richtlinie macht u. a. Angaben dazu, wie Lager aufgebaut werden sollten. „Je nach Anforderung kann ein vollintegrativer oder ein teilintegrativer Ansatz gewählt werden“, so die Autoren. „Im ersten Fall werden die Walzkörper aus dem gleichen Werkstoff wie die Lagerflächen aufgebaut. Nachteilig ist der relativ schnelle Verschleiß.“ Beim teil-integrativen Ansatz würden stattdessen nachträglich Walzkörper eingebracht, etwa aus keramischem Material. „Dabei muss aber auf Öffnungen geachtet werden, in die die Wälzkörper eingebracht werden können.“
Ab Seite 22 gibt die Richtlinie Konstruktionsempfehlungen für das Laserstrahlschmelzverfahren. Nach Erläuterung der verfügbaren Materialien dreht sich wieder alles um die Bauteilorientierung. Dabei spielen Stützstrukturen eine größere Rolle als im Kunststoffbereich. Sie sorgen nicht nur für Stabilität, sondern auch für die Wärmeabfuhr und die Kompensation von eigenspannungsinduziertem Verzug.
Ferner zeigt die neue Richtlinie, welchen Einfluss die Orientierung auf die Produktionskosten hat. Ein daraus resultierender Ratschlag: Bei Einzelteilfertigung sollte das entstehende Produkt möglichst flach im Bauraum liegen. Werden hingegen mehrere Teile zugleich hergestellt, sollte das maximale Bauvolumen effizient ausgenutzt werden. Weitere Hinweise zielen darauf ab, wie der Nachbearbeitungsbedarf gesenkt, Verzugseffekte reduziert und die Stützstrukturen minimiert werden können. Letztlich aber sind alle Zielvorgaben voneinander abhängig.
Wärmebehandlung optimiert Gefügestruktur
Problematisch beim Laserstrahlschmelzen sind derzeit noch die geometrischen Genauigkeiten. Laut Richtlinie liegen die nach heutigem Stand der Technik erzielbaren Genauigkeiten in der Größenordnung von +/- 0,1 mm. Je nach Nutzungsabsicht sind also beispielsweise spanabhebende Nachbearbeitungen nötig.
Die Dichte des gedruckten Metalls liegt laut VDI-Richtlinie bei 99 % des Bezugswerts. Sie könne mit heiß-isostatischem Pressen aber noch erhöht werden. „Wichtig ist überdies auch die Gefügestruktur“, heißt es in dem Papier. Geprägt werde sie durch den Abkühlprozess. „Zur Gewährleistung definierter mechanischer Eigenschaften sind daher für einige Werkstoffe Wärmebehandlungsverfahren zu betrachten. Mit ihnen lassen sich auch Eigenspannungen reduzieren.“
Die 32-seitige Richtlinie VDI 3405 Blatt 3 kann zum Preis von 92,20 € online bestellt werden.