Drehen per Laser
Neue Technik formt härteste Werkstücke hochpräzise und ohne Werkzeugverschleiß.
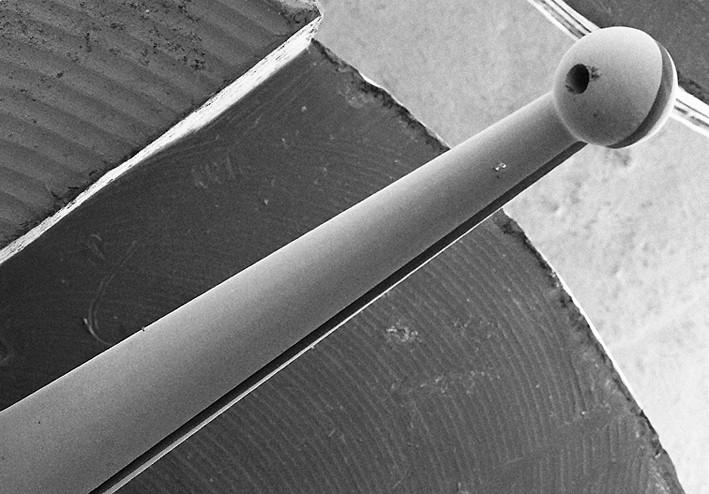
Foto: GFH
Manche Materialien lassen Werkzeuge schnell alt aussehen: Diamanten etwa. Sie ruinieren jeden Drehmeißel im Nu. Auch Keramiken sind eine echte Herausforderung: An ihnen beißen sich selbst die härtesten Fräsköpfe zügig die Zähne aus. Oder Carbon: Aufgrund seiner abrasiven Eigenschaften macht es auch die besten Bohrer umgehend stumpf. Helfen können Laserstrahlen. Sie bleiben stets scharf – komme, was da wolle. Längst wird deshalb mit ihnen in weiten Teilen der Fertigungsindustrie geschnitten, gebohrt und strukturiert. Die GFH GmbH aus Deggendorf schickt sich an, das Einsatzspektrum um eine weitere Technik zu erweitern: dem Laserdrehen.

Zum Einsatz kommt dabei ein gepulster Laser mit rund 50 W Leistung. Die Pulsdauer liegt im Piko- oder gar im Femtosekundenbereich, die Frequenz zwischen 200 kHz und 1 MHz. „Dadurch wirkt die hohe Energie eines Pulses zeitlich sehr begrenzt auf das Werkstück ein“, erklärt Florian Lendner, Mitglied der GFH-Geschäftsleitung. „Im Ergebnis wird Material an der gewünschten Stelle verdampft, bevor es zu Schmelzerscheinungen oder thermischen Veränderungen im Umfeld kommen kann.“
Genau wie beim klassischen Drehen rotiert auch beim Laserdrehen das Werkstück um seine eigene Achse. „Nur so lässt sich eine rotationssymmetrische Form des Endprodukts garantieren“, so Lendner. Eine technische Herausforderung dabei waren die wechselnden Durchmesser des Werkstücks bzw. die damit verbundenen variierenden Bahngeschwindigkeiten. Im Normalfall hätten sie eine ungleichmäßige Verteilung der Laserpulse zur Folge: Nahe der Drehachse käme es zu einem höheren Energieeintrag als im Außenbereich. Das hätte thermische Effekte bzw. einen unzureichenden Materialabtrag zur Folge. „Gelöst haben wir das Problem, indem wir die Pulsfrequenz nicht mehr an der Zeit, sondern an der Strecke orientieren. Es wird also beispielsweise nicht länger alle 10 ns ein Puls abgegeben, sondern alle 10 µm“, so Lendner. Der Wert werde stets so austariert, dass der Prozess effizient ist, aber noch immer athermisch ablaufe.
Zusätzlich rotiert auch das Abtragswerkzeug, also der Laserstrahl. Verantwortlich dafür ist eine spezielle Trepanier-Optik. Ihr Aufbau ist in der Grafik links (obere Hälfte) erklärt: Der Ausgangslaser tritt in einen Tubus ein. Im Inneren trifft er auf Zylinder-Linsen. Der gesamte Tubus wird von einer feingewuchteten Präzisionsspindel in eine schnelle Drehbewegung versetzt. Dadurch rotiert auch der Laserstrahl. Er zeichnet eine perfekte Kreisbahn. Bis zu 30 000 Umläufe pro Minute sind möglich. Durch die Kontrolle des Eintrittswinkels und der Eintrittslage in den Tubus kann gezielt der Ausgangswinkel des Strahls eingestellt werden. Über eine Fokussier-Linse wird abschließend der Durchmesser der Kreisbahn auf dem Werkstück eingestellt. Er kann auf bis zu 25 µm reduziert werden.
Dieses Werkzeug wird nun von der Seite auf das sich drehende Werkstück geführt (siehe Grafik links, untere Hälfte).
Hergestellt werden mit dem Verfahren aktuell u. a. medizintechnische Werkzeuge. Am Beispiel einer Mikropinzette (s. Foto unten rechts) veranschaulicht Lendner die weitreichenden Möglichkeiten des Laserdrehens: „Zu Beginn wird die Außenkontur mit etwas Aufmaß geschruppt. Die Laserparameter sind dabei so grob eingestellt, dass mehrere 10 mm3 pro Minute abgetragen werden können.“ Eventuell entstehende Partikel und Dämpfe würden seitlich abgesaugt.
„Anschließend kommt die Feinbearbeitung“, so der 32-Jährige. Bei entsprechender Wahl der Laserparameter könnten Außenradien von lediglich 20 µm aufgedreht werden. Und die Oberflächenrauigkeit (Ra) ließe sich auf unter 0,1 µm reduzieren.
Die folgende Teilung des Pinzettenkörpers in zwei Hälften erledigt ebenfalls der Laser. Gleiches gilt für etwaige Bohrungen im Pinzettenkopf. Was eben noch Drehmeißel war, wird also ohne Umspannen im Nu zum Schneidemesser, Bohrer oder auch Fräskopf.
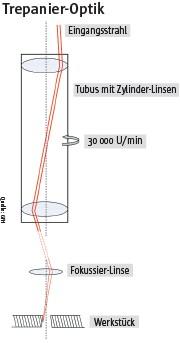
Foto: GFH
Ein großer Vorteil der GFH-Technologie ist, dass Bohrungen und Schnitte wirklich senkrecht in das Werkstück eingebracht werden können. „Bei normalen Laserbohrungen ist das nicht ohne weiteres möglich. Dort ergibt sich stets ein Wandwinkel von mindestens fünf Grad“, so Lendner. „Ursache dafür sind die gaußförmige Energieverteilung des Lasers sowie Abschattungen an der Bohrkante.“ Falls nun weder Werkstück noch Laseroptik in einem definierten Winkel angestellt werden, entsteht ein Bohrkegel statt eines Bohrzylinders. Diesem Effekt kann mit der Trepanier-Optik leicht begegnet werden: Es genügt, den Eingangswinkel des Laserstrahls entsprechend einzustellen. Das funktioniert bis zu einem maximalen Verhältnis von Bohrdurchmesser zu -tiefe von 1:10. Die Optik erlaubt sogar Hinterschneidungen, also negative Wandwinkel.
Ein weiterer Vorteil ist, dass sehr filigrane Stifte oder Nadeln gedreht werden können. Denn anders als bei klassischen Drehmaschinen gibt es keine mechanische Krafteinwirkung. Das Werkstück wird also nicht weggedrückt oder gar abgebrochen.
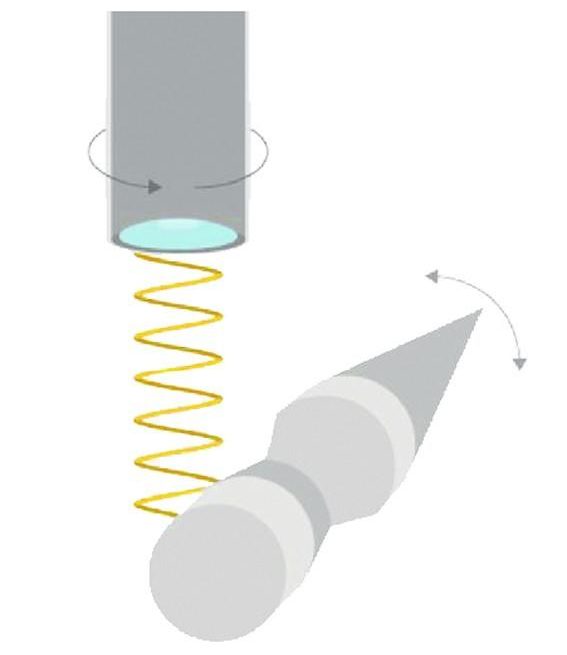
Foto: GFH
Maschinelle Basis sind die GL.evo- und GL.compact-Bearbeitungszentren von GFH. Sie zeichnen sich laut Lendner durch ihre sehr genaue und dennoch hochdynamische Kinematik aus. „Dadurch lässt sich der Laser trotz Beschleunigungen von bis zu 20 m/s² auf ± 1 µm genau am Werkstück positionieren. Die fünf Achsen – einschließlich zweier Drehachsen in der Werkstückeinspannung – ermöglichen sowohl Längs-Rund-, Quer-Stech- und Quer-Plan-Drehen als auch Kugel- und Formdrehen.“